Kedjor med variabel hastighet, inklusive PIV/rullkedjor med steglös hastighet


PIV KEDJOR MED OÄNDLIGT VARIABLA HASTIGHET
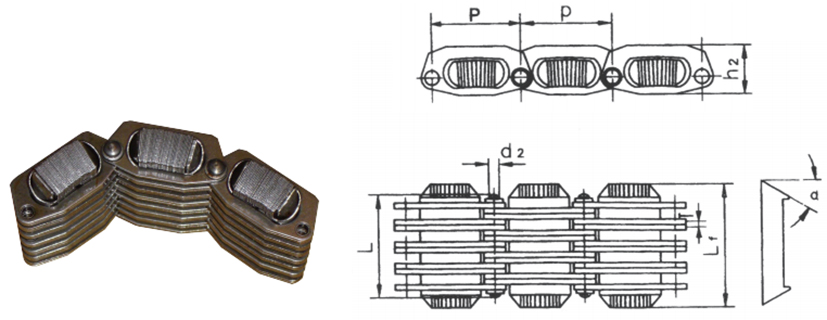
| GL Kanal nr. | Märg P mm | Stiftdiameter. d2(max) mm | Stiftlängd L(max) mm | Plattdjup h2.(max) mm | Platttjocklek T(max) mm | Platttjocklek T(max) mm | Bredd över friktionsplattan en grad | Brottgräns Q (min) Kn | Vikt per meter q kg/m² |
| AO | 18,75 | 3,00 | 19,50 | 9,50 | 1.0 | 24.00 | 15 | 9.0 | 1.0 |
| Al | 19.00 | 3,00 | 19,50 | 10,60 | 1,5 | 30,44 | 15 | 9.0 | 1.0 |
| A2 | 25,00 | 3,00 | 30.10 | 13,50 | 1,5 | 37,80 | 15 | 21.0 | 2.0 |
| A3 | 28,60 | 3,00 | 35.30 | 16.00 | 1,5 | 44,20 | 15 | 38,5 | 3.0 |
| A4 | 36,00 | 4,00 | 48,50 | 20,50 | 1,5 | 58,50 | 15 | 61,5 | 5.4 |
| A5 | 36,00 | 4,00 | 60,50 | 20,50 | 1,5 | 70,00 | 15 | 71,0 | 6,7 |
| A6 | 44,40 | 5,40 | 70,00 | 23,70 | 1,5 | 77,00 | 15 | 125,0 | 9.0 |
RULLTYP KEDJOR MED OÄNDLIG HASTIGHET
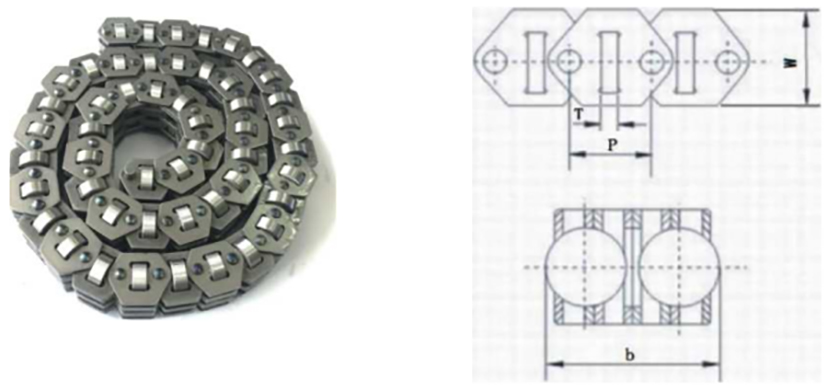
| GL KEDJA NR. | TONHÖJD | TALLRIK HÖJD | ROLLER BREDD | ROLLER TJOCKLEK |
| P | W | b(min) | T (max) | |
| mm | mm | mm | mm | |
| RBO | 10.10 | 923 | 12.00 | 2,90 |
| RBI | 1220 | 12.30 | 16.04 | 4.10 |
| RB2 | 14,66 | 14,80 | 20.00 | 4,74 |
| RB3 | 12,60 | 16,60 | 24,60 | 4,70 |
| RB4 | 14.00 | 20,70 | 31.00 | 5,50 |
| RC3 | 1320 | 18,80 | 24,54 | 4,70 |
| RC4 | 1620 | 22,50 | 31.00 | 5.30 |
Variabel hastighetskedja för växellåda
1. PIV steglöst varvtalsreglerande kedjor:
A0, A1, A2, A3, A4, A5, A6
2. Rullkedjor med steglös hastighet:
PSR1, PSR4, PSR5, RB0, RB1, RB2, RB3, RB4, RC3, RC4 etc.
Funktion: Vid förändring av ingångshastigheten bibehålls en stabilare rotationshastighet för utgående kedja. Produkterna är tillverkade av högkvalitativt legerat stål. Plattorna stansas och pressas med precisionsteknik. Stift, bussning och rulle bearbetas med högeffektiv automatisk utrustning och automatisk sliputrustning, och sedan genomgår de värmebehandling med karburering, kol- och kväveskyddande nätbältesugn, ytblästringsprocess etc. Precisionsmontering genom invändig hålpositionering, rotationsnitning med tryck för att säkerställa hela kedjans prestanda.





